Добро се продаваат нокти со галванизиран калем со топло натопување
Претходниот процес на четкање усвои обичен процес на ладно повлекување.Откако ќе се извлечат свилените клинци, потребно е да се полира низ дрвените чипсови.Поради употребата на дрвен чипс, паднал во воздух, што резултирало со сериозно загадување со честички на воздухот.Бојата на бојата треба да чека повеќе од половина час на воздух за да се исуши.Иако изолира и користи активен јаглен за адсорпција, сепак ќе предизвика одредена иритирачка миризба, која не е погодна за здравјето на персоналот.

Целта на пронајдокот е да се надмине недостатокот на постоечка технологија, обезбедувајќи производствен процес со едноставна изработка, висока производна ефикасност, добар квалитет на производите и мало загадување на животната средина.Со цел да се решат горенаведените технички проблеми, процесот на производство на шајка за тркалање опишан во овој пронајдок вклучува чекори
(А) Подгответе ги металните материјали потребни за нокти.
(Б) Отстранете ја оксидативната кожа за да ја исчистите површината на металниот материјал и користете го лубрикантот за ладење на челикот за чистењеповлечете;може да ги намали вештачките загуби и да го намали загадувањето на животната средина.Погоден за индустриско производство.
Агол: 15 степени рамен или 16 степени конусен, 11 степени, 0 степени.
Дијаметар: 0,083" 0,092" 0,099" 0,113" 0,120" 0,131" 0,148".
Должина: 25mm-130mm.
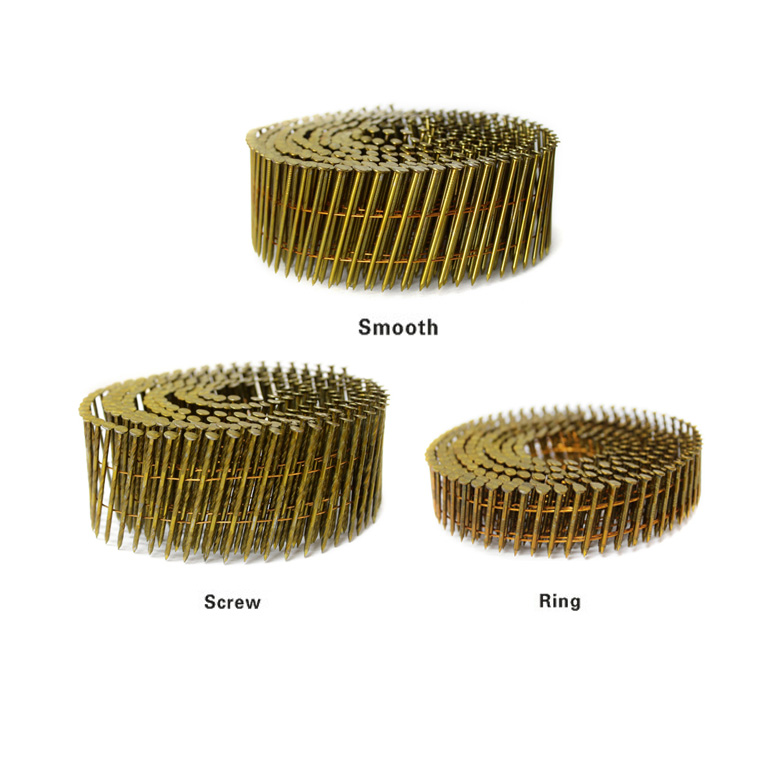
Штенки: мазни, прстен, завртка.
Точка: дијамант, длето, тап.
Финиш: светла, E.Galv.М.Галв.HD Галв.304 316 нерѓосувачки челик.